CMMとコントレーサーから考える測定戦略
2026.02.24
技術コラム
精密部品の品質は、設計通りの寸法や形状を再現できているかにかかっています。
加工精度が高くても、測定が不十分であれば品質保証は成立しません。測定は単なる検査ではなく、工程改善や不良防止のための重要な情報源です。
本記事では、精密部品測定で中心的な役割を担う「3次元測定機(CMM)」と「コントレーサー(輪郭形状測定器)」について、概要・特徴・用途を整理し、両者の違いを比較します。
さらに、現場での具体的な使用例を紹介し、測定戦略の重要性を考えます。
3次元測定機
概要
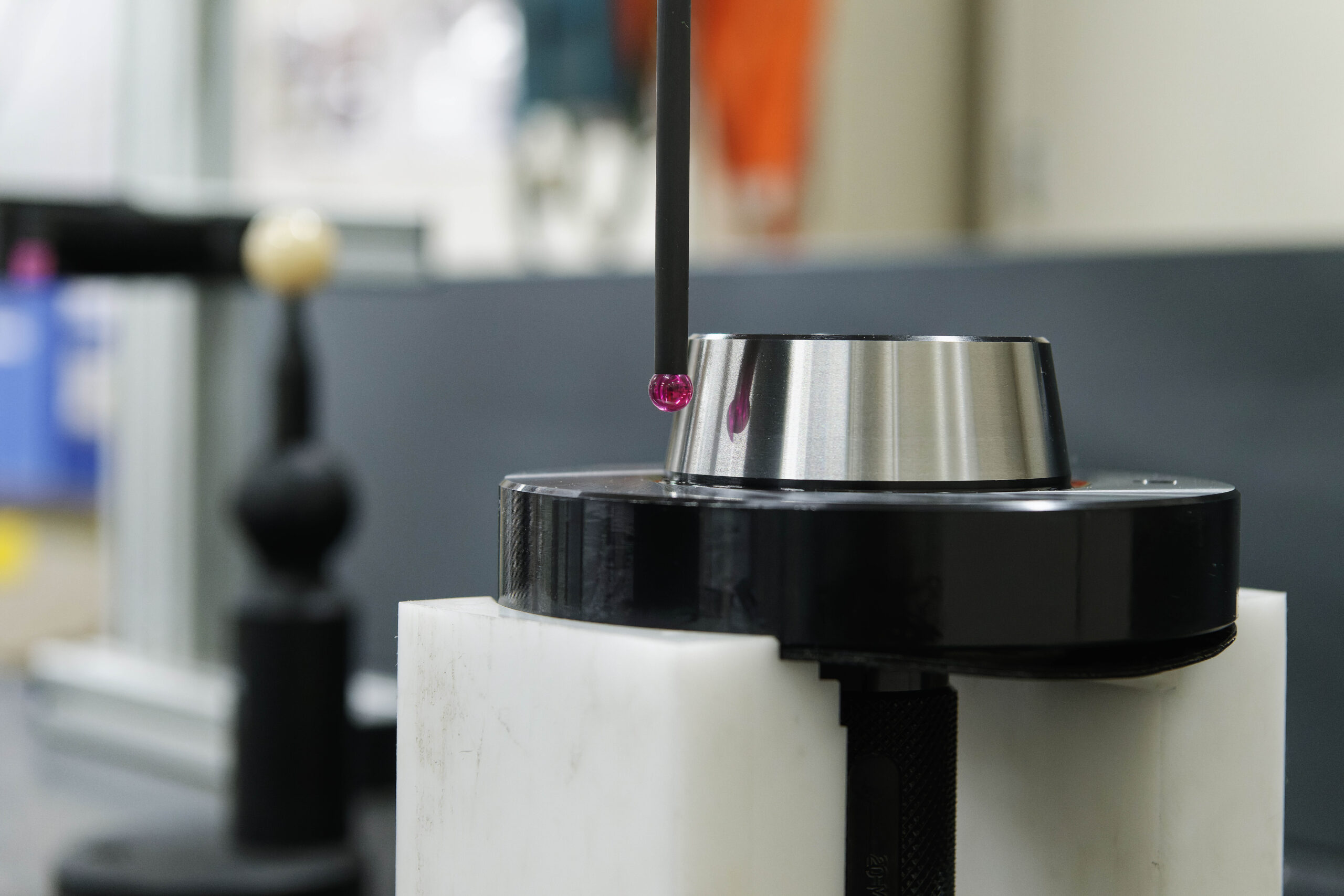
3次元測定機(Coordinate Measuring Machine, CMM)は、プローブでワークの複数点を三次元座標として取り込み、寸法・位置・形状の幾何特性を解析する計測装置です。
接触式タッチトリガープローブやスキャニングプローブ、最近は非接触光学プローブも用いられ、複雑形状でも空間的に一貫した評価が可能です。
機上温度補正、石定盤・エアベアリング・高剛性フレームなどが安定性を支え、CADとの連携で測定計画や自動判定を効率化します。
ゲージ・治具・量産部品の寸法検査から幾何公差評価まで、幅広く活躍する汎用計測の基盤です。
特徴と用途
最大の特徴は、三次元空間での厳密な幾何評価が可能な点にあります。
真円度、平面度、円筒度、直角度、同心度など、図面で指定された幾何公差を数学的に算出し、設計要求との適合性を明確にできます。
さらに、円錐角度や複雑な位置関係など、立体的な整合性を評価する場面で特に有効です。
接触式やスキャニング式プローブを使い、複雑形状にも対応できるため、ゲージや治具、精密部品の検査に幅広く利用されています。
CADとの連携により測定計画の自動化も進んでおり、品質保証の中核を担う測定機といえます。
コントレーサー
概要
コントレーサー(輪郭形状測定器)は、スタイラスでワークの表面輪郭をなぞり、二次元断面の形状を高分解能で取得・解析する装置です。
溝・肩・R形状・テーパ・角部のエッジなど、断面形状の「見た目通りの線」を定量化し、設計値との差異を視覚的に把握できます。
高感度・低ノイズの検出系、長手方向の広いストローク、解析ソフトによる寸法・角度・半径・段差などの抽出が特徴で、仕上げ面や微小ディテールの評価に適します。
接触式ゆえに微細な段差や形状崩れの検出に強く、加工条件の調整・工具摩耗の影響把握に役立ちます。
特徴と用途
コントレーサーは、二次元断面の形状精度を高分解能で捉えられることが最大の特徴です。
旋盤・フライス・研削で形成される溝、角、テーパ、R、面取りなどの形状をプロファイルとして取得し、規定寸法・角度・半径との誤差を明確にします。
検出したプロファイルを基準線と照合し、局所的な形状崩れ(バリ、欠け、潰れ、過切削)や工具の逃げ・押しの影響を可視化できるため、加工条件のフィードバックが迅速です。
三次元幾何全体の評価は不得手ですが、局所断面の「質」を掘り下げる用途で威力を発揮し、表面粗さ計と併用すれば、形状と粗さの関係も体系的に把握できます。


比較ポイント
CMMは「三次元空間の幾何整合性」を評価する万能測定機で、座標系・基準面・基準軸を定義して、複数要素の関係性まで含めて判定します。
一方、コントレーサーは「二次元断面の輪郭忠実度」を高精細に評価し、局所形状の崩れや仕上げの違いに敏感です。
CMMは幾何公差の総合判断、位置関係や角度の厳密な算出に向き、コントレーサーは特定断面の形状線に沿った寸法・角度・R・段差の確認に最適です。
立体的適合性が主題ならCMM、局所断面の形状品質が主題ならコントレーサーという使い分けが基本となります。
工程設計では両者を併用し、空間整合と形状忠実度の両視点で品質を多角的に担保します。
使用例
使用例① ゲージ評価と幾何公差の判定(3次元測定機)
ゲージは、寸法の正確さと形状の安定性が重要です。3次元測定機を使うことで、ゲージの真円度や平面度、角度などを高精度で確認できます。
測定では、複数の点を取り込み、全体の形状を立体的に把握します。例えば、円錐形状の場合は、角度や位置のずれを確認し、設計通りになっているかを判断します。
また、位置や直角度などの関係も同じ座標系で評価できるため、部品全体の整合性を一度に確認できます。
こうした測定は、製品の信頼性を確保するために欠かせない工程であり、長期的な品質保証にも役立ちます。
使用例② 旋盤で加工した溝の形状評価(コントレーサー)
旋盤加工で形成される溝は、工具の形状や送り条件によって、溝底の平坦性や側壁の直線性、角部のR寸法などが微妙に変化します。
これらの形状は、外観だけでは正確に判断できないため、コントレーサーを用いて断面プロファイルを取得し、寸法や角度を直接確認します。
溝底のうねりや側壁のテーパ、角部の過大Rやバリなど、加工時に生じるわずかな形状変化を線形情報として把握できることが特徴です。
この評価により、工具摩耗や切削条件の影響を推定し、加工精度の維持や改善に役立てることができます。
特に精密部品では、こうした断面形状の忠実度が製品性能に直結するため、コントレーサーによる測定は不可欠です。
まとめ
測定機の選定は、評価対象が「空間的な整合性」か「断面形状の忠実度」かを見極めることから始まります。
CMMは三次元的な幾何公差や位置関係の総合判断に適し、ゲージや治具、複雑形状部品の品質保証に必須です。
コントレーサーは溝や角部など局所形状の評価に強みがあります。両者を組み合わせ、測定計画や管理方法を標準化することで、工程改善や不良防止に大きく貢献します。
測定は単なる検査ではなく、ものづくりを支える戦略的な要素です。
「幾何公差の評価方法に迷っている」「断面形状のばらつきを改善したい」、こうしたお悩みも、適切な測定戦略の設計から解決につながります。
測定方法や評価体制の見直しをご検討の際は、ぜひお問い合わせページよりご相談ください。
- 担当事業部
- トクセンエンジニアリング株式会社
